|
|
1.IntroductionThe large optics coating system at Sandia National Laboratories uses e-beam evaporation to produce optical coatings with high resistance to laser damage for the kJ-class Z-Backlighter laser system.1,2 Since 2005, the coating system has been in operation for the production of antireflection (AR), high reflection, polarizer, and dichroic coatings on meter-class optics, using mainly and coating materials.3–7 Optics with high resistance to laser damage are essential for operating high-power laser systems such as the Z-Backlighter lasers. However, the laser-induced damage threshold (LIDT) of an optical coating is generally lower than the LIDT of the optical substrate material. Laser damage can occur as a result of absorption of energy from the laser by defects in the optical coating or on the substrate. Producing an optical coating with a low number of defects and hence a high LIDT involves many variables, including the substrate preparation,8–10 coating material selections,5,6,11 deposition method,12 and the pressures maintained during deposition. Pressure is important because it must be low enough, with a vacuum pumping capability sufficiently high enough, to remove possible gas-phase contaminants from the coating chamber before they can attach to the coating and serve as defects that could increase laser damage. This study concerns pressure, specifically, the consequences of losing some vacuum pumping capability during a coating deposition. This is a concern because, on rare occasions, a vacuum pump requires maintenance and is taken out of service while a coating deposition is in progress. Until this study was conducted, we did not know how the loss of a vacuum pump would impact the LIDT of our coatings. This paper should, therefore, be of strong interest to those involved with the practical aspects of optical coating deposition for high-power laser systems. The vacuum conditions in our coating chamber are maintained by three cryo pumps, which provide base pressures as low as 5e–7 Torr. When a cryo pump goes out of service at some point during a coating deposition, the remainder of the deposition is supported by just two cryo pumps or, in the worst case, one cryo pump. In order to understand how the loss of one or two cryo pumps affects the LIDT of an optical coating, this study replicated those conditions with two of our most common coatings. These coatings are AR coatings for 527 nm at 0-deg angle of incidence (AOI) and high-reflection (HR) coatings for 527 nm at 45-deg AOI, P-polarization (P-pol). In practice, the HR coating is used for fold mirrors, whereas the AR coating is used for transmissive optics (debris shields, vacuum windows, and lenses) for dual wavelengths of . We have reported on the LIDT results of the AR coating at 532 and 1064 nm in previous studies.2,4 For this study, the AR and HR coatings were deposited in the coating chamber with one, two, or three cryo pumps in operation. The LIDT of each coating was then measured and analyzed to determine the negative effects of having only one or two cryo pumps in operation. 2.Experimental MethodThe AR coatings were a standard four-layer design, and the HR coatings were a 34-layer quarter-wave design, with the final layer being a half-wave thick to improve the LIDT.13 The layers were produced from the evaporation of granules (1 to 3 mm in size) in a rotating dish, with a deposition rate of . The layers were produced by evaporating hafnium metal with an oxygen backfill, resulting in a total pressure in the chamber of 1.1e–4 Torr. In the AR coatings, the first layer (layer #1) was deposited at a rate of and the second layer (layer #3) was deposited at a rate of . In the HR coatings, the layers were deposited at a rate of . Both the AR and HR coatings were deposited at 200°C. Each coating was deposited onto a 50-mm diameter, 10-mm thick, optically polished fused silica substrate prepared according to our standard cleaning method8 immediately before being loaded into the coating chamber. Normally, ion-assisted deposition (IAD) is required to produce thick, multilayer HR coatings without stress problems if the substrate is large and made of fused silica.2 However, because the fused silica substrates in this study are small, we did not take the precaution of producing the HR coatings with IAD. The coating system uses planetary rotation and masking to maintain coating uniformity. Quartz crystal monitoring with a single crystal is used for layer thickness control. Before each coating took place, the base pressure in the coating chamber was near 3e–6 Torr for the AR coatings and 5e–6 Torr for the HR coatings. The pressure in the coating chamber was determined using a calibrated ion gauge (model: 370 Stabil-ion gauge, from Granville Phillips). A summary of the coating designs and deposition conditions are shown in Table 1. Table 1Summary of coating designs and deposition conditions.
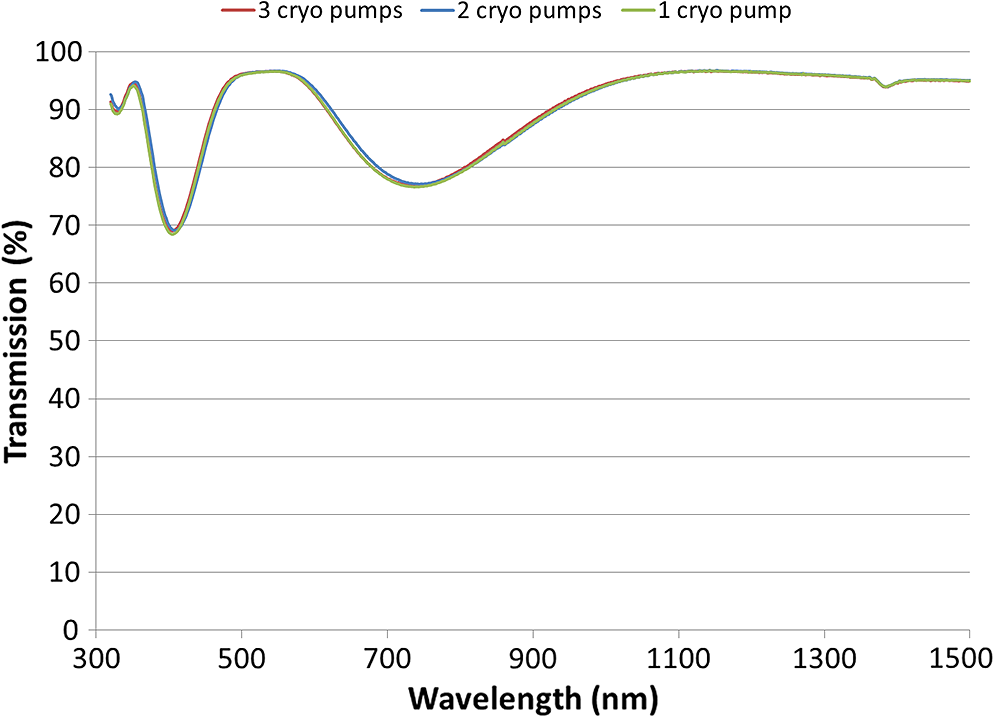
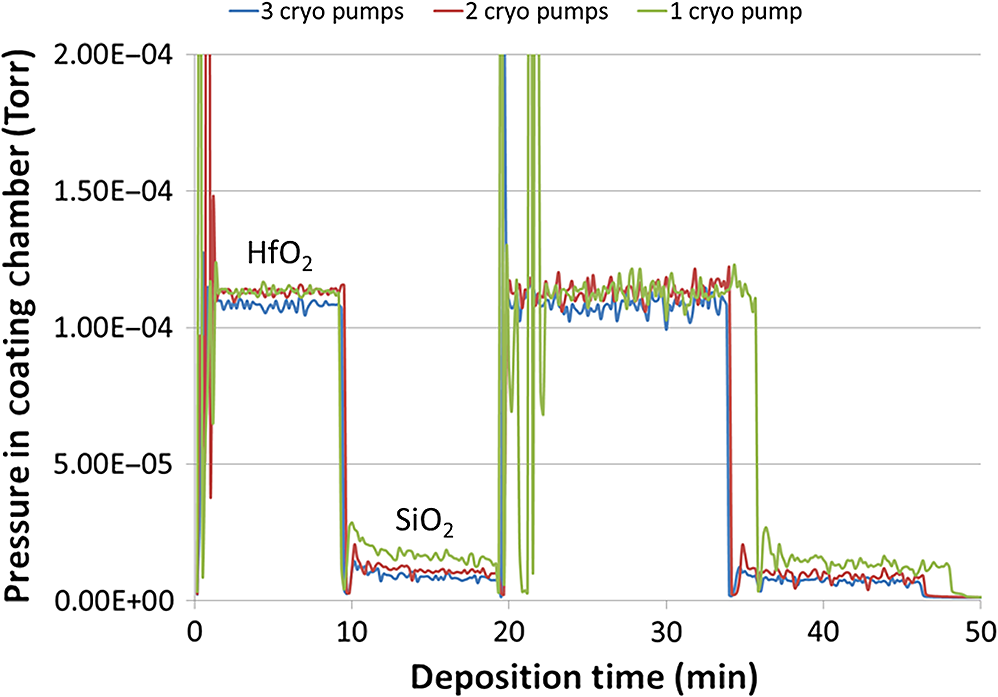
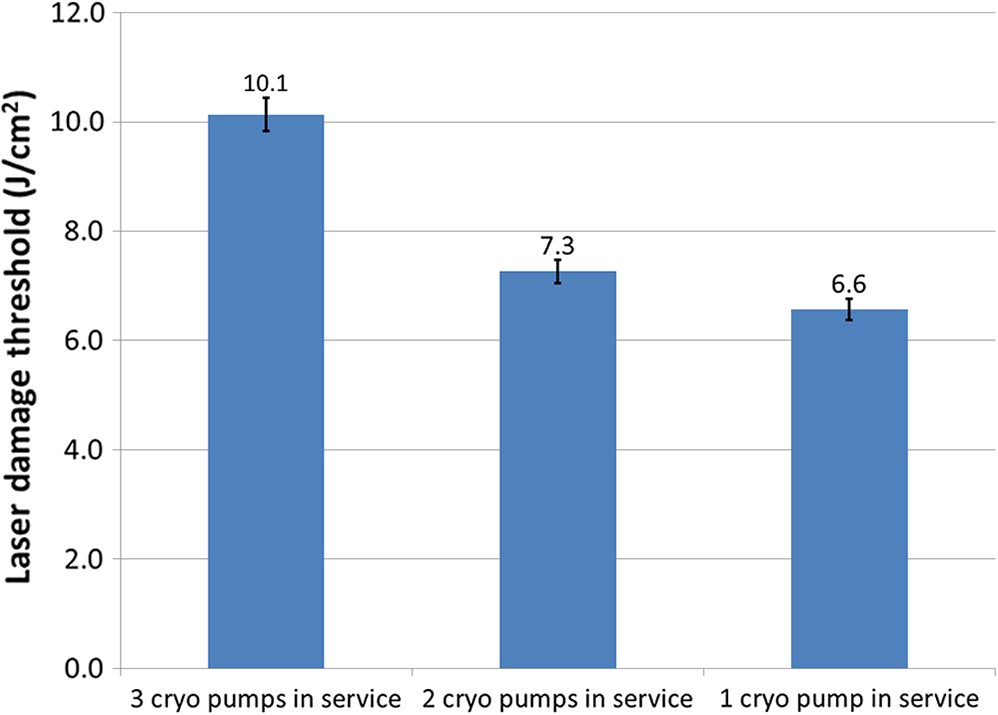
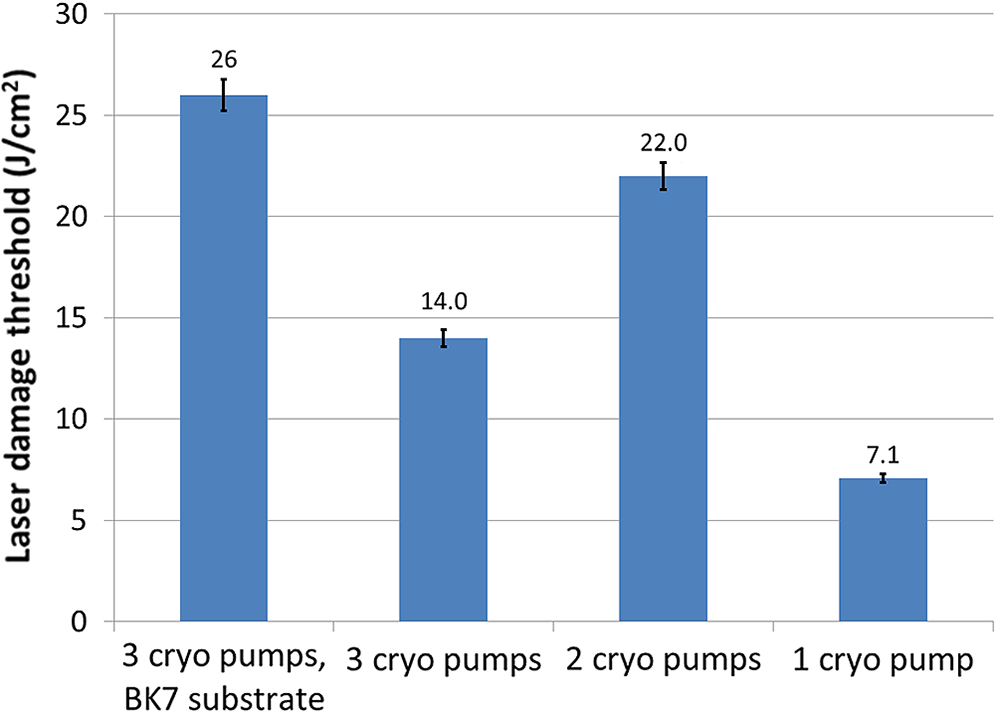
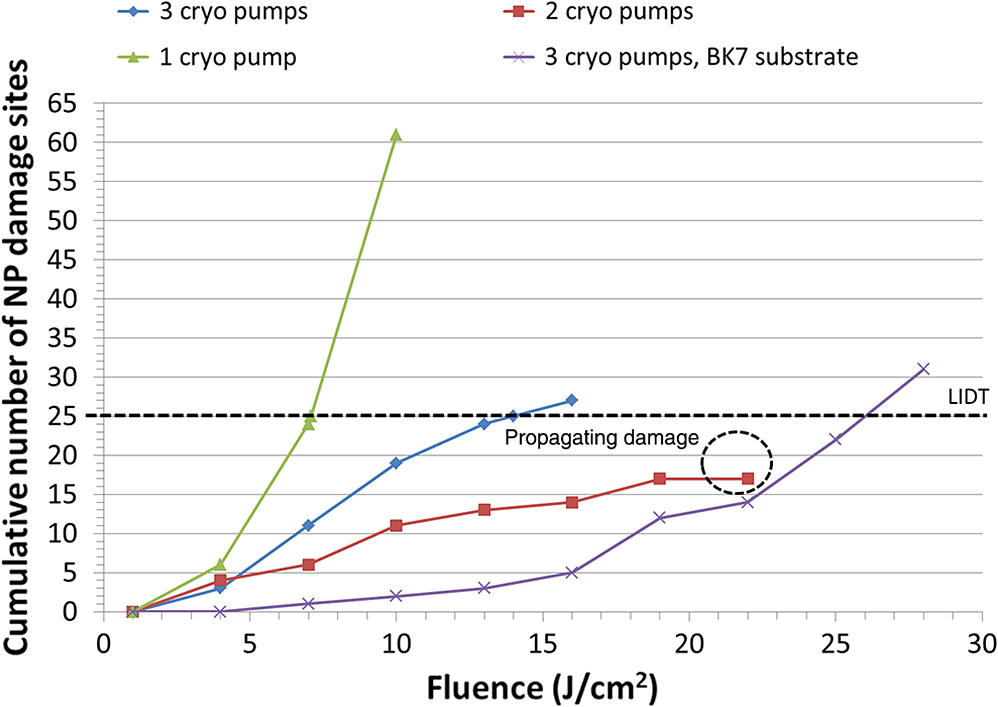
After the coatings were produced, the substrates were washed with detergent and DI water according to our standard cleaning method.8 The LIDT of each coating was tested about 1 month after deposition, after aging effects in the coatings had taken place. An aging effect in e-beam deposited coatings results in a permanent but small spectral shift to longer wavelength. Our coatings, especially thicker HR coatings like the ones produced for this study, have a tendency to age most within the first week after deposition, while the thinner AR coatings hardly age at all. 3.Laser Damage Testing ProtocolThe LIDTs were measured at 532 nm and 0-deg AOI for the AR coatings and at 532 nm and 45-deg AOI in P-pol for the HR coatings. The laser damage measurements were performed by Spica Technologies, Inc.14 using the NIF–MEL protocol.15 In this protocol, the coated surface of the test optic first undergoes an alcohol drag-wipe cleaning step. Then, single transverse mode, multilongitudinal mode laser pulses of 3.5 ns duration and produced at a 5-Hz repetition rate in a 1-mm diameter collimated beam are incident one at a time per site in a raster scan composed of sites over a area. In the raster scan, the laser spot overlaps itself from one site to the next at 90% of its peak intensity radius. The laser fluence typically starts at in the cross-section of the laser beam. After testing the 2500 sites at , the fluence is increased by a increment and the 2500 sites are tested again. This progression repeats until the damage threshold fluence is reached. The NIF–MEL procedure is essentially an N-on-1 test at each of the 2500 sites. Laser damage is identified as some type of melt or crater that alters the coated surface, but in some cases, the damage stabilizes as a damage site that does not propagate—i.e., grow in size—as the laser fluence increases. These nonpropagating (NP) damage sites tend to be caused by the interaction of the laser field with nano-defects (pits, nodules, or contamination) in the coating. In other cases, the damage does propagate. Propagating damage tends to be intrinsic, governed by how the laser field interacts directly with the coating molecules. According to the NIF–MEL damage criterion, the LIDT is reached at the fluence at which one or more propagating damage sites occurs or the fluence at which the number of NP damage sites accumulates to at least 25, whichever fluence is smaller. The 25 or more NP sites are 1% or more of the 2500 sites tested and constitute about 1% or more of the coating area tested. Our reason for choosing an LIDT test with these damage criteria is the following. We know that we cannot tolerate a propagating damage site in the laser beam train because it will quickly develop into catastrophic damage in the form of a large crater in the optic or worse, and 25 or more NP damage sites per , while they are benign because they do not grow, are flaws in the coating that scatter about 1% or more of the laser light out of the beam. That level of loss of laser intensity is unacceptable for us. 4.ResultsIn this section, we discuss how reducing the number of cryo pumps in operation during the coating depositions affects the following: (1) the spectral characteristics of the coatings, (2) the chamber pressure during depositions, and (3) the LIDT of the coatings. Transmission spectra of the coatings were taken with a Perkin Elmer Lambda 950 spectrophotometer. The scans were taken 1 month after the coatings were deposited to account for aging effects. The AR coatings, as shown in Fig. 1, are practically identical in transmission no matter how many cryo pumps were in operation during the deposition. We suspect these AR coatings were too thin for slight changes in pressure to result in noticeable spectral differences. On the other hand, the HR coatings’ transmission spectra (Fig. 2) show a slight shift to longer wavelength as the number of cryo pumps in operation decreases. An examination of the pressure in the chamber during deposition helps explain these results. Fig. 2Transmission spectral scans of the HR coatings, taken at 45-deg AOI, P-pol. The HR bandwidths of each coating are 43, 43, and 45 nm for 3, 2, and 1 cryo pumps in operation, respectively. The HR bandwidths were measured over the interval where transmission .  The total pressure in the chamber during the depositions is shown in Fig. 3 for the AR coatings and in Fig. 4 for the HR coatings. Both figures show that fewer cryo pumps lead to higher pressures during deposition, whereas the pressures maintained during the deposition of are more consistent no matter how many cryo pumps were in operation. The pressure results for are not surprising since fewer cryo pumps reduce the pumping speed of particles generated by the deposition, causing higher pressures in the coating chamber. Fig. 4Total pressure in the coating chamber during the deposition of the HR coatings. This figure captures the first seven layers of the deposition. 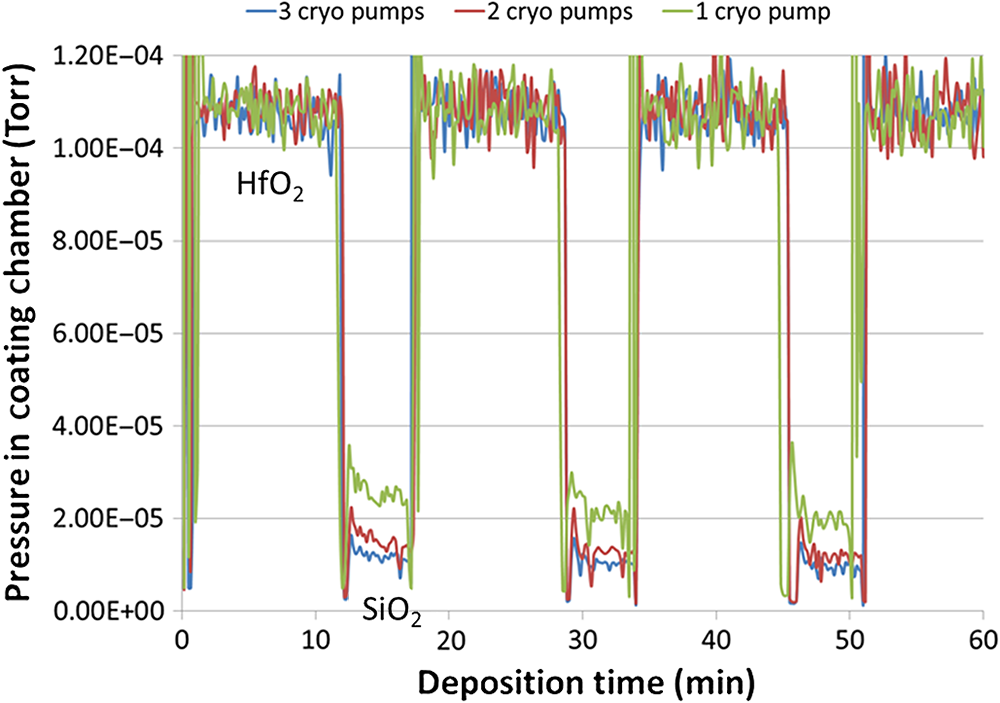 layers were deposited with backfill with the back pressure in the chamber managed by a mass flow controller (MKS 250), and it was therefore less apparent at first that fewer cryo pumps cause pressure problems. However, the mass flow controller uses the total pressure in the coating chamber as feedback rather than the actual flow rate of . In other words, the mass flow controller supplies enough into the chamber so that a certain total pressure is maintained (in this case, 1.1e–4 Torr). This means we had no control over the partial pressure of the backfill, so it is unclear how much was actually in the chamber. We have reason to be suspicious because the increased pressures during deposition with fewer cryo pumps seem to indicate a slight excess of particles in the coating chamber that otherwise would not be there if all cryo pumps were in operation. This excess of particles likely also exists during deposition when fewer cryo pumps are in operation, and this could lead to lower partial pressures due to the total pressure being maintained at a constant value. This would cause poorer oxidation of the Hf coating material and lead to a higher index of refraction. The transmission scans in Fig. 2 indicate that the index of refraction of probably increased because the spectra shift to longer wavelengths, and the HR bandwidths increase slightly as fewer cryo pumps are in operation. The LIDT results of the AR coatings are shown in Fig. 5. They follow a straightforward trend: as the number of cryo pumps in operation decreases, the LIDT also decreases. All coatings reached their LIDT due to the accumulation of 25 or more NP defects, as shown in the plot in Fig. 6. This confirms the importance of vacuum pumping speed in a coating chamber for producing coatings with the highest resistance to laser damage. The decrease in LIDT is sharpest between the coatings that were produced with three and two cryo pumps (10.1 and , respectively, or difference). The difference in LIDT between two and one cryo pumps is just , which is four times less than the LIDT difference between three and two cryo pumps in operation. This indicates that the defects causing laser damage are produced mostly by removing just one cryo pump from service, and removing a second cryo pump does not increase the number of defects much beyond what it already was. The LIDT results for the HR coatings, presented in Fig. 7, follow a less straightforward trend compared to the AR coatings. Fig. 7 shows that the HR coating on BK7 with three cryo pumps has the highest LIDT. The number of NP damage sites for each HR coating is plotted in Fig. 8, and these data show that the coating deposited with two cryo pumps damaged due to propagation (with an accumulation of 17 NP damage sites), while the coatings deposited with one or three cryo pumps damaged due to the accumulation of 25 or more NP damage sites. Uncharacteristically large numbers of these defect-related, NP damage sites are the reason why one of the two coatings deposited with three cryo pumps had an unusually low LIDT (), but the source of these defects is probably not related to the deposition or cleaning process; likely there were handling flaws that introduced defects. Fortunately, we deposited the same HR coating several months before on a substrate that was BK7 rather than fused silica but had the same surface quality specifications as the fused silica substrates used in this study. The LIDT results of this coating are included in Figs. 7 and 8 and are closer to what we have previously experienced for this type of coating (i.e., ). As this coating also reached its LIDT due to the accumulation of NP damage rather than propagating damage, the elimination of defects is of high importance for increasing the LIDTs of these coatings. The NP damage may be caused by particles in the coating chamber that become trapped in the coating, or perhaps they are a result of Hf in the coating that did not get oxidized. Both of these phenomena would be exacerbated by reduced vacuum pumping capability, which slows the pumping speed of particles in the chamber and likely lowers the partial pressure of the backfill provided during the deposition of . Unlike the AR coatings, the most drastic drop in LIDT for the HR coatings occurs after two cryo pumps are removed from service. In other words, deposition with just one cryo pump results in the fastest accumulation of defect-related laser damage in the HR coatings, producing the lowest LIDT. This again reinforces the importance of adequate vacuum pumping speed to produce coatings with the highest LIDTs. This difference between the AR and HR coatings is probably related to the electric field intensities in these coatings. In the HR coatings, the electric field intensity is highest in only the few outermost layers and then quenches rapidly within the coating. In the AR coatings, the laser light penetrates through the entire coating, so the electric field intensity does not quench, and this raises the likelihood of illuminating a defect with high intensity fluence compared to HR coatings. In other words, AR coatings are more susceptible to laser damage compared to HR coatings, and we expect defects to play a larger role in influencing the LIDT of AR coatings. However, when conditions are not ideal because of only one cryo pump in operation, it is interesting that the LIDTs of the AR and HR coatings are similar (6.6 and , respectively). We conclude that when vacuum pumping conditions are very poor, neither AR nor HR coatings have an advantage at resisting laser damage. 5.ConclusionThis study addresses whether high LIDT optical coatings for large laser systems can be produced with reduced vacuum pumping capability in a coating chamber. In the case of both AR and HR coatings for 527 nm, reducing the number of cryo pumps in our coating chamber had a negative effect on the LIDT of the coatings, highlighting the importance of adequate vacuum pumping speeds to reduce damage-initiating defects in the coatings. An increase in the number of NP damage sites at lower fluence is responsible for the reduced LIDTs of coatings deposited with fewer cryo pumps, which is indicative of less-effective oxidation of Hf or the presence of excess particles in the chamber that act as contamination in the coatings. Whether or not the lower LIDT caused by fewer vacuum pumps render an optic unusable depends on the particular application, and we found that the decline in LIDT due to fewer cryo pumps in operation is more drastic for HR coatings () than AR coatings (). The number of cryo pumps in operation affected the spectral characteristics of our HR coatings. We have evidence that the partial pressure of the backfill supplied during deposition was reduced due to the presence of excess particles in the chamber caused by lower vacuum pumping speeds. Lower partial pressure may be less effective at oxidizing Hf, which can increase the index of refraction of the layers and therefore affect the spectral characteristics of the coating. In addition, less-effective oxidation of Hf can lead to lower LIDTs because Hf is highly absorbing. Fortunately, the spectral characteristics of the AR coatings were not affected by reducing the number of cryo pumps, but this is likely because the AR coatings were too thin for slight index of refraction errors to accumulate into noticeable spectral problems. This study has shown that increasing the vacuum pumping capability in a coating chamber can improve the LIDT of optical coatings by reducing defect-related damage. For us, this means depositing coatings with all three of our cryo pumps in operation. But even under these optimal conditions, the LIDTs were still dominated by NP defects. Therefore, we expect to further improve our LIDTs by determining the source of these defects and learning how to mitigate them. AcknowledgmentsSandia National Laboratories is a multiprogram laboratory managed and operated by Sandia Corporation, a wholly owned subsidiary of Lockheed Martin Corporation, for the U. S. Department of Energy’s National Nuclear Security Administration under contract AC04-94AL85000. ReferencesJ. Bellum et al.,
“Meeting thin film design and production challenges for laser damage resistant optical coatings at the Sandia Large Optics Coating Operation,”
Proc. SPIE, 7504 75041C
(2009). http://dx.doi.org/10.1117/12.836346 PSISDG 0277-786X Google Scholar
J. Bellum et al.,
“Design and laser damage properties of a dichroic beam combiner coating for 22.5° incidence and S polarization with high transmission at 527 nm and high reflection at 1054 nm,”
Proc. SPIE, 9632 96321E
(2015). http://dx.doi.org/10.1117/12.2218166 PSISDG 0277-786X Google Scholar
J. Bellum et al.,
“Comparisons between laser damage and optical electric field behaviors for hafnia/silica antireflection coatings,”
Appl. Opt., 50
(9), C340
–C348
(2011). http://dx.doi.org/10.1364/AO.50.00C340 APOPAI 0003-6935 Google Scholar
J. Bellum,
“Reactive ion-assisted deposition of e-beam evaporated titanium for high refractive index layers and laser damage resistant, broad bandwidth, high reflection coatings,”
Appl. Opt., 53
(4), A205
–A211
(2014). http://dx.doi.org/10.1364/AO.53.00A205 APOPAI 0003-6935 Google Scholar
E. Field et al.,
“Laser damage comparisons of broad-bandwidth, high-reflection optical coatings containing , , or high index layers,”
Proc. SPIE, 8885 88851X
(2013). http://dx.doi.org/10.1117/12.2030068 PSISDG 0277-786X Google Scholar
E. Field et al.,
“Repair of a mirror coating on a large optic for high laser damage applications using ion milling and over-coating methods,”
Proc. SPIE, 9237 923711
(2014). http://dx.doi.org/10.1117/12.2068233 PSISDG 0277-786X Google Scholar
E. Field et al.,
“Impact of different cleaning processes on the laser damage threshold of antireflection coatings for Z-Backlighter optics at Sandia National Laboratories,”
Opt. Eng., 53
(12), 122516
(2014). http://dx.doi.org/10.1117/1.OE.53.12.122516 Google Scholar
J. Bellum et al.,
“Laser damage by ns and sub-ps pulses on hafnia/silica anti-reflection coatings on fused silica double-sided polished using zirconia or ceria and washed with or without an alumina wash step,”
Proc. SPIE, 7842 784208
(2010). http://dx.doi.org/10.1117/12.868350 PSISDG 0277-786X Google Scholar
S. Liukaitytė et al.,
“Effect of conventional fused silica preparation and deposition techniques on surface roughness, scattering and laser damage resistance,”
Proc. SPIE, 8530 853027
(2012). http://dx.doi.org/10.1117/12.977244 PSISDG 0277-786X Google Scholar
B. Mangote et al.,
“Femtosecond laser damage resistance of oxide and mixture oxide optical coatings,”
Opt. Lett., 37
(9), 1478
–1480
(2012). http://dx.doi.org/10.1364/OL.37.001478 OPLEDP 0146-9592 Google Scholar
L. Gallais et al.,
“Laser damage resistance of hafnia thin films deposited by electron beam deposition, reactive low voltage ion plating, and dual ion beam sputtering,”
Appl. Opt., 47
(13), C107
–C113
(2008). http://dx.doi.org/10.1364/AO.47.00C107 APOPAI 0003-6935 Google Scholar
C. J. Stolz, F. Y. Genin,
“Laser resistant coatings,”
Optical Interference Coatings, 309
–333 Springer-Verlag, Berlin Heidelberg, Germany
(2003). Google Scholar
J. Wolfe et al.,
“Small optics laser damage test procedure,”
Livermore, CA
(2005). Google Scholar
BiographyElla S. Field received her bachelor’s degrees in mechanical engineering and Asian languages and literature from the University of Minnesota in 2009 and her master’s degree in mechanical engineering from Massachusetts Institute of Technology in 2011. She is an engineer at Sandia National Laboratories, Albuquerque, New Mexico, USA. She develops optical coatings for the Z-Backlighter Laser and manages operations at the optical support facility. John Bellum received his BS degree in physics at Georgia Institute of Technology, in 1968 and his PhD in physics at University of Florida, in 1976. He has numerous scientific publications and extensive experience as a physicist and optical engineer. He provides technical leadership for the large optics coating facility at Sandia National Laboratories, specializing in high laser damage threshold optical coatings for large, meter-size optics for petawatt class lasers. He is a senior member of both SPIE and OSA. |